MT(マハラノビス・タグチ)システム
MT(マハラノビス・タグチ)システムは、多変量解析に品質工学の理論を融合させた手法群の総称です。
品質工学会でいくつもの手法が提案され、現在も発展を続けています。
中でも「MT法(マハラノビス・タグチ法)」と「T法(タグチ法)」が特に活用され、実績をあげています。
 MTシステム搭載 Spotfire® について
MTシステム搭載 Spotfire® について
MTシステムの応用分野
MTシステムは、非常に広い分野で活用が可能です。
東芝グループ内外で、下表のような部門、分野での適用実績があります。
適用実績
当社では、MTシステムをお客様にご活用いただけるようオリジナルの解析ソフトウェアをご用意しております。これにより、短時間で高精度、高機能な解析を行うことが可能です。
- 統合型統計解析ソフトウェアと連携し、簡単に高精度な解析が可能
- T/MT法解析ソフトウェア MTシステム搭載Spotfire®
| 分野 | 内容 |
|---|---|
| 製造 | 製造装置の加工データから装置の異常を検知(監視) |
| 工程途中のQCデータから処理続行可否を判定(監視) | |
| 工程途中のQCデータから製品の出来栄えを予測 | |
| 技術 | 製品試験項目の削減 |
| 製品不良項目の絞り込み | |
| 品質 | 部材の良否判定 |
| 表示・印字品質の自動判定 | |
| 技能レベルの自動判定 | |
| 故障予測 | |
| その他 | 火災・衝突・故障などの監視 |
| 薬品の効能予測・判定 | |
| 健康診断 | |
| 文字・音声認識 | |
| 経済予測、経営予測 |
MT(マハラノビス・タグチ)法
システムが異常になる前の兆候を把握できます。
システムの劣化程度はマハラノビスの距離で数値化されます。
単一パラメータ管理(SPC)で診断が困難な場合でもパラメータ間の関係性から異常を検知します。
異常原因のパラメータを特定します。
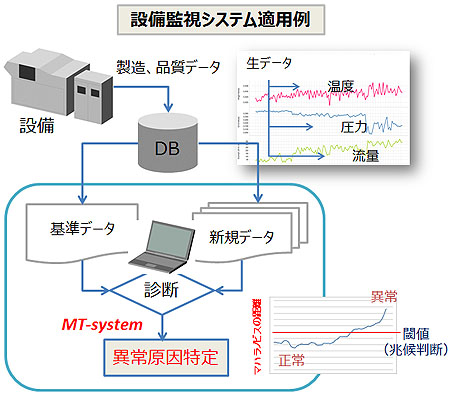
正常時のデータで単位空間(基準となるデータ集団)を作成し、刻々と変化する装置データからマハラノビスの距離を計算します。正常領域から異常領域に向かうにつれ、マハラノビスの距離は大きくなり、異常加減を判断する事できます。又、異常と判断された場合、どのデータ(項目)が異常となったか解析が可能となります(項目診断)。
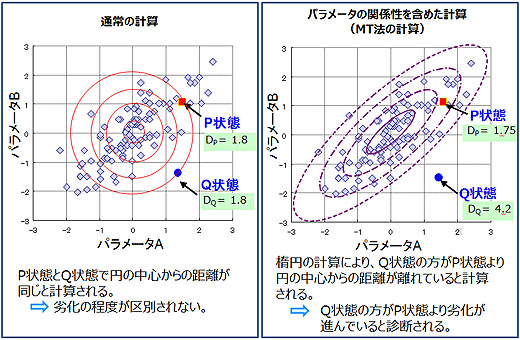
パラメータ間の関係性を考慮した計算とは
パラメータAとパラメータBの値がP状態、Q状態になった時
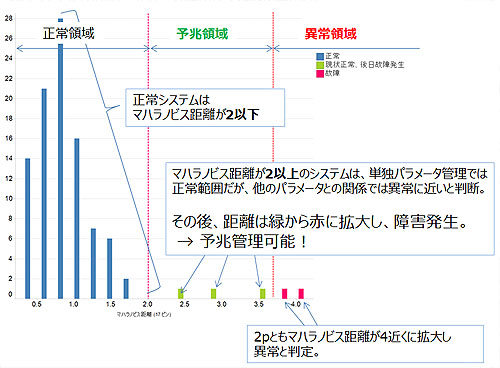
あるシステムのマハラノビス距離ヒストグラム
あるシステム100台について、n個のパラメータを使用してマハラノビスの距離を計算
 MTシステム搭載 Spotfire® について
MTシステム搭載 Spotfire® について
T(タグチ)法
T法は、多変量のデータを用いて近似式を作成し、応答変数Yに影響を及ぼすXsを求める手法です。XsにはYに影響を及ぼす全ての項目(Xs;C,V,M)が含まれます。Yが数値データの場合、変量Xの数よりもサンプルデータ数が少ない場合にも適用可能です。
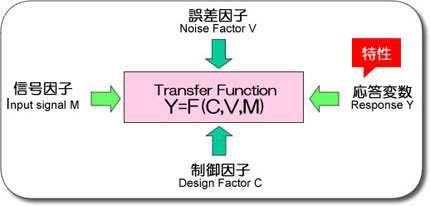
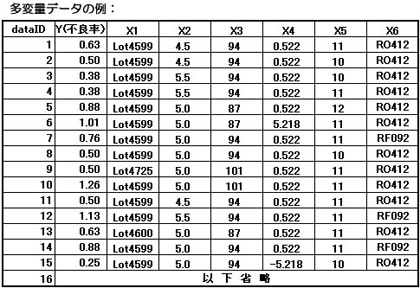

近似式をつくります:
Y = aX1 + bX2 + cX3 + -------- + zzXn + C
(係数a、b、……の導出がT法のポイント)
*T法では、変量Xが直交していると仮定し、有効な1次近似式をつくります。
近似式を用いて要因効果図を作成します(主要因とその効果を推定):
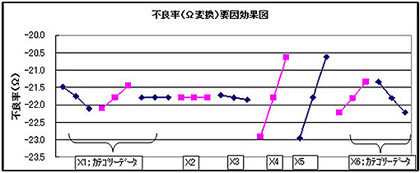
要因効果図は、応答変数Yの変動(バラツキ)の要因とその影響度(バラツキ幅)を示してくれます。
オリジナルデータを検証します:
非常に便利な手法ですが、データが不十分だったり、適用の仕方を間違えると誤った答えが出ます。得られた解が正しいか、オリジナルデータでの検証が重要となります。
